

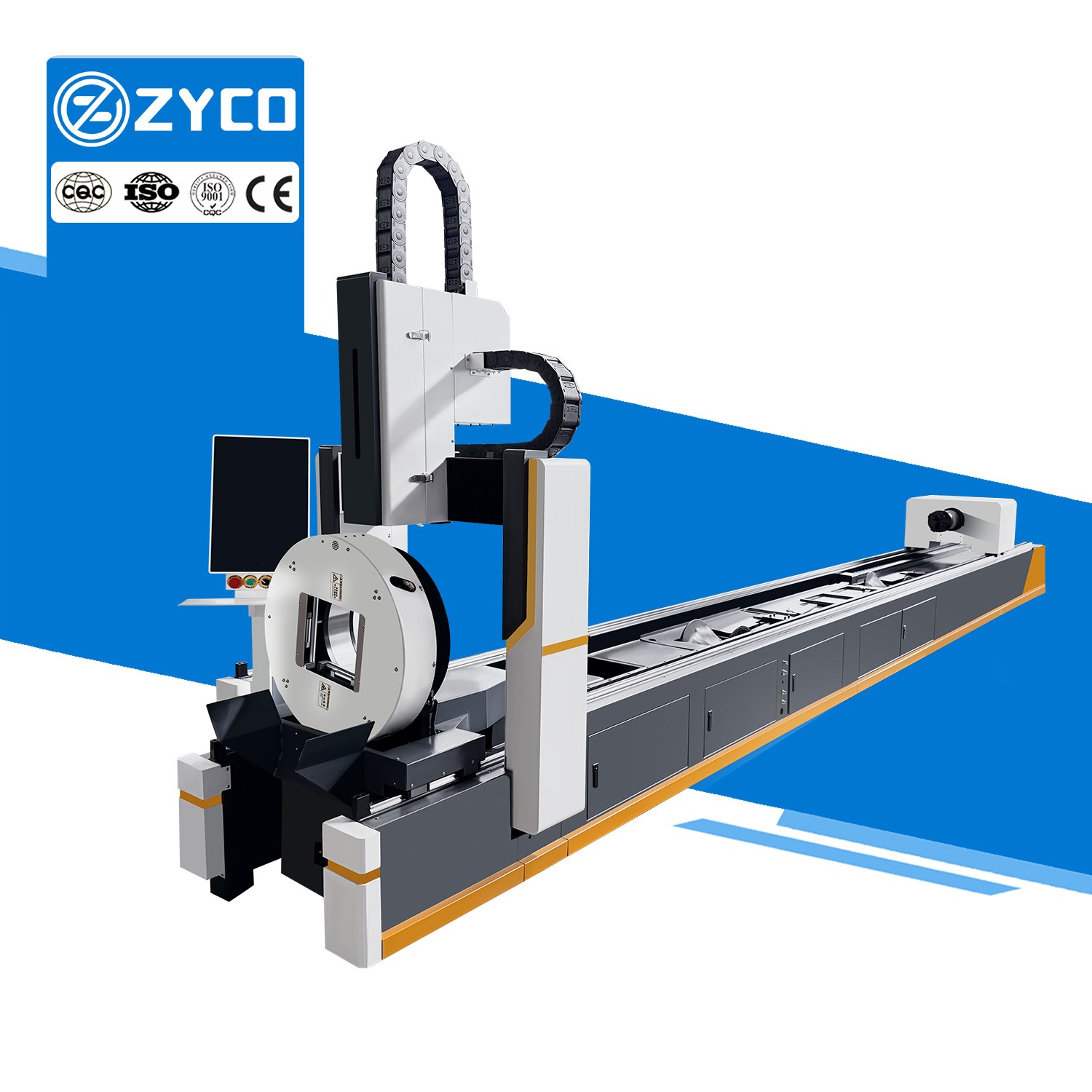
Máquina de corte láser de fibra CNC para hierro, acero, aluminio, placas de cobre, cortadora láser de 1000w, 1500w, 2000w y 3000w



Esta máquina utiliza Un sistema de corte por láser de fibra completamente cerrado, integrado con una mesa de intercambio de alta eficiencia y dispositivos de seguridad. Su Tecnología de conmutación rápida de 15 segundos Permite la integración fluida de dos estaciones, lo que permite la carga y el procesamiento en paralelo, aumentando eficazmente la capacidad de producción general de la máquina. Su diseño modular reduce significativamente...Reduce el tiempo del ciclo de producción y optimiza la utilización del tiempo dentro del flujo de procesamiento al tiempo que garantiza la seguridad operativa.
Orden (Moq) :
1Origen del producto :
Nanjing,Jiangsu,ChinaPeso :
3000kgTiempo de garantía :
2 yearsAutomatización :
AutomaticPuntos de venta clave :
High precision, high speed, save material, save laborZYCO
1. Este producto presenta un diseño de estructura compuesta de escamas de pescado huecas, lo que mejora significativamente la seguridad contra incendios.
2. El cuerpo se somete a un proceso de recocido de alta temperatura, combinado con tecnología de alivio de tensión y chorro de arena de alta velocidad, lo que garantiza una resistencia a la deformación a largo plazo y una vida útil de más de 20 años.
3. El dispositivo ofrece una velocidad de funcionamiento excepcional, una excelente respuesta dinámica y una rápida aceleración.





Visualización de la estructura interna
Para especificaciones más detalladas, no dude en contactarnos.
Estructura de soldadura de bancada
Sistema de lubricación de máquinas herramienta originales
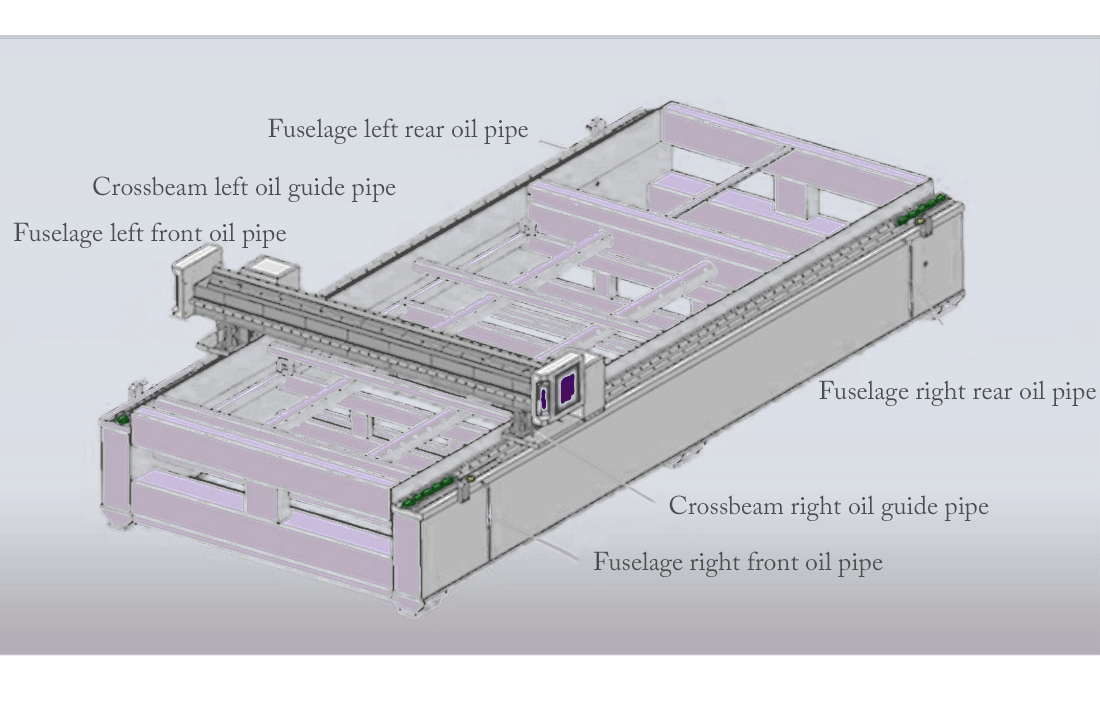
--La precisión de la máquina herramienta proviene de la cremallera y la guía lineal.
--Cremallera: Determina la precisión.
--Guía lineal: Determina la dirección.
Generalmente, la lubricación convencional de las máquinas herramienta se realiza cada 4 horas. Al no existir un sistema de bucle en el circuito de aceite, el aceite se desborda fácilmente y gotea sobre la placa, lo que afecta el efecto de corte. Sin embargo, nuestro sistema de bucle original y mejorado permite lubricar cada media hora, acortar el tiempo de lubricación, aumentar la frecuencia de lubricación, aumentar el número de lubricaciones de cremalleras y guías lineales, reducir el desgaste de cremalleras y guías, mejorar la precisión y prolongar la vida útil de la máquina herramienta.
Parámetros del producto
| 1. Parámetros del proceso de corte de acero inoxidable | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥6KW) | ||||||||
Potencia/velocidad del láser de corte (m/min (w) /Espesor del tablero (mn) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 |
| 1 | 20-22 | 45-50 | 60-70 | 40-45 | 45-50 | 47-55 | 50-55 | 54-58 | 60-65 |
| 2 | 6.5-7.0 | 13-15 | 22-27 | 20-25 | 30-35 | 34-39 | 39-42 | 41-46 | 44-49 |
| 3 | 2.5-3.0 | 5.0-6.0 | 8.0-10 | 11-13 | 17-20 | 21-25 | 23-29 | 30-33 | 32-37 |
| 4 | 1.2-1.4 | 3-3.5 | 6.0~70 | 6.5-7 | 13-15 | 18-21 | 19-23 | 22-26 | 24-28 |
| 6 | 0,9-1,2 | 2.1-2.6 | 2.5-3 | 6-6.5 | 7-8.5 | 10-12 | 16 | 16-18 | |
| 8 | 0,4-0,6 | 0,85-1,2 | 1.6-1.8 | 3.8-4.2 | 4.1-4.8 | 7-7.5 | 10 | 12-14 | |
| 10 | 0,2-0,5 | 0,6~0,8 | 0,8-0,9 | 1.6-2.1 | 2.8-3.2 | 5-5.8 | 6-7 | 7-9 | |
| 12 | 0,5-0,6 | 0,7-0,75 | 1.1-1.4 | 1.6-2.0 | 3.3-3.7 | 4-4.5 | 4.5-5 | ||
| 14 | 0,5-0,55 | 0,9-1,1 | 1.3-1.55 | 1.7-2.1 | 2.1-2.8 | 2.5-3.1 | |||
| 16 | 0,6-0,8 | 1.1-1.3 | 1.6-1.7 | 1.8-2.3 | 2-2.5 | ||||
| 18 | 0,5-0,65 | 0,7-0,82 | 1.1-1.25 | 1.2-1.4 | 1.65-1.8 | ||||
| 20 | 0,4-0,5 | 0.65-0,75 | 0,8-1,1 | 1.3-1.6 | 1.4-1.8 | ||||
| 25 | 0,4-0,5 | 0,45-0,5 | 0,55-0,65 | 0,6-0,7 | |||||
| 30 | 0,3-0,33 | 0,35-0,4 | 0,45-0,55 | 0,45-0,6 | |||||
| 35 | 0,22-0,25 | 0,3-0,45 | 0,3-0,4 | ||||||
| 40 | 0,25-0,34 | 0,2-0,35 | |||||||
| 45 | 0,16-0,23 | 0,16-025 | |||||||
| 50 | 0.12-02 | ||||||||
| Nota: Las fuentes verdes son datos de corte estables en la mayoría de las condiciones de producción; las fuentes azules son datos de corte que podrían lograrse en mejores condiciones de producción; las fuentes rojas son datos de corte extremos obtenidos en condiciones de laboratorio. | |||||||||
| 2. Parámetros del proceso de corte de acero al carbono | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥=6KW) | |||||||||
| Potencia/velocidad del láser de corte (m/min(w)) /Espesor del tablero (mm) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | |
| 1 | 22-25 | 42-47 | 48-55 | 42-45 | 45-48 | 46-52 | 49-55 | 50-58 | 55-60 | |
| 2 | 5-6 | 5-6 | 5-6 | 18-21 | 29-35 | 32-37 | 34-39 | 35-41 | 36-42 | |
| 3 | 2.8-3.0 | 4.0-4.5 | 3.5-4.3 | 4-4.5 | 4-5 | 4-5 | 4-5 | 4-5 | 26-31 | |
| 4 | 2.2-2.4 | 3.6-4.0 | 3.2-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 19-22 | |
| 6 | 1.3-1.6 | 2.2-2.7 | 2-2.5 | 2.4-2.7 | 2.8-3.3 | 2.8-3.1 | 2.8-3.2 | 2.8-3.3 | 14-17 | |
| 8 | 1.0-1.2 | 1.4-1.8 | 1.8-2.4 | 2-2.3 | 2.1-2.4 | 2.1-2.45 | 2.1-2.45 | 2.1-2.6 | 2.1-2.6 | |
| 10 | 0,8-1,0 | 1.1-1.5 | 1.4-1.8 | 1.8-2 | 2-2.2 | 2.0-2.3 | 2.1-2.5 | 2.1-2.5 | 2.1-2.6 | |
| 12 | 0,96-1,2 | 0.9-1.1 | 1.5-1.6 | 1.9-2.0 | 1.9-2.0 | 1.9-2.1 | 1.9-2.1 | 1.85-2.1 | ||
| 14 | 0,9-1,1 | 0,75-0,9 | 1.2-1.4 | 1.5-1.7 | 1.6-1.75 | 1,7-1,85 | 1.66-1.75 | 1.7-18 | ||
| 16 | 0,7-0,8 | 0,7-0,8 | 1-1.1 | 1,25-1,35 | 1.45-1.6 | 1.5-1.6 | 1,55-1,65 | 1.6-1.7 | ||
| 18 | 0,6-0,7 | 0,6-0,8 | 0,8-0,95 | 1.15-1.3 | 1.2-1.45 | 1.35-1.4 | 1.4-1.55 | 1.5-1.6 | ||
| 20 | 0,5-0,6 | 0,6-0,75 | 0,6-0,7 | 0,9-1,0 | 1.0-1.2 | 1.1-1.3 | 12-1.3- | 1.4-1.5 | ||
| 25 | 0,5-0,55 | 0,45-0,55 | 0,5-0,55 | 0,5-0,6 | 0,65-0,7 | 0,65-0,7 | 0,8-1,0 | |||
| 30 | 0,3-0,35 | 0,4-0,42 | 0,4-0,45 | 0,64-0,8 | ||||||
| 35 | 0,25-0.3 | 0,37-0,38 | 0,25-0,28 | 0.4 | ||||||
| 40 | 0,25-0,26 | 0,2-0,26 | 0.32 | |||||||
| 45 | 0,18-0,22 | 0,25 | ||||||||
| 50 | 0,15 | 0,18 | ||||||||
| Nota: 1) La fuente verde son los datos de corte estables en la mayoría de las condiciones de producción; la fuente azul son los datos de corte que se pueden lograr en mejores condiciones de producción; la fuente roja son los datos de corte límite alcanzados en condiciones de laboratorio. 2) Los datos subrayados son los datos de corte de nitrógeno. | ||||||||||
Sobre nosotros

¿Por qué elegirnos?

Fogonadura

Fotos de clientes

Certificado de Honor





Deje su dirección y requisitos de correo electrónico, nuestro equipo de ventas profesionales desarrollará la solución más adecuada para usted.





Derechos de autor
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Reservados todos los derechos
.
 RED SOPORTADA
RED SOPORTADA
 español
español English
English français
français Deutsch
Deutsch italiano
italiano русский
русский português
português 한국의
한국의 Türkçe
Türkçe العربية
العربية




