

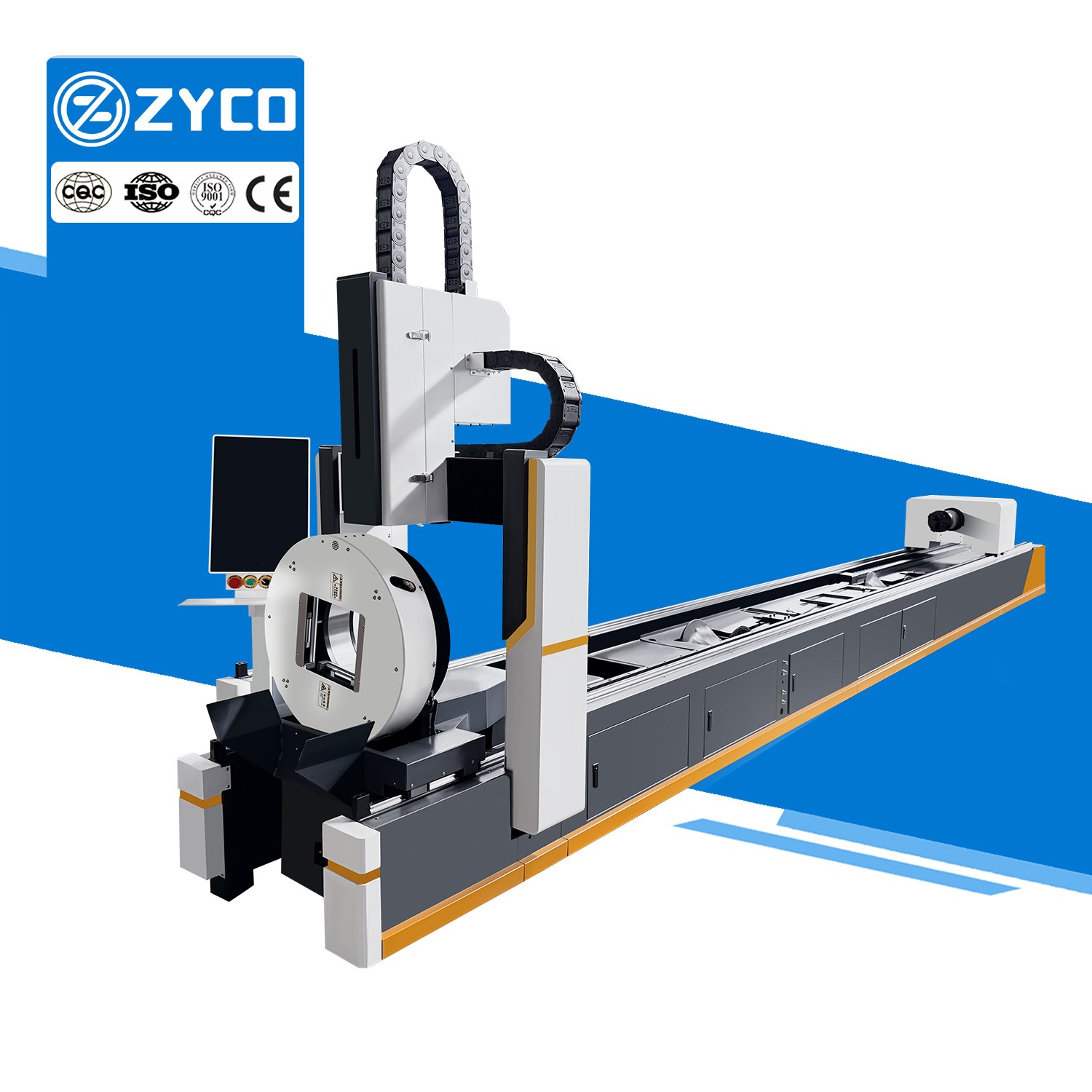
Gran descuento, máquina de corte láser de fibra hidráulica CNC automática profesional de 6000 W para corte de alta resistencia




Esta máquina de corte por láser cuenta con un diseño de sistema de control de aire optimizado y está equipada con Componentes neumáticos de renombre internacional, mejorando significativamente su eficiencia económica. Además, utiliza componentes esenciales de marcas nacionales líderes como el sistema Bochu y el láser Chuangxin. Garantizando doblemente la estabilidad operativa y un rendimiento superior.
Orden (Moq) :
1Origen del producto :
Nanjing,Jiangsu,ChinaPeso :
3000kgTiempo de garantía :
2 yearsAutomatización :
AutomaticPuntos de venta clave :
High precision, high speed, save material, save laborZYCO
1. El innovador diseño de estructura hueca, combinado con un patrón interno de escamas de pescado, mejora significativamente la seguridad contra incendios del equipo.
2. Todo el marco está tratado con un proceso de recocido de alta temperatura, combinado con chorro de arena de alta velocidad y tecnología de alivio de tensión para eliminar eficazmente la tensión interna, lo que garantiza que el equipo no se deforme durante el uso a largo plazo y mantenga la estabilidad morfológica durante más de 20 años.
3. El equipo ofrece un excelente rendimiento dinámico, que incluye funcionamiento a alta velocidad, respuesta dinámica excepcional y aceleración rápida.





Visualización de la estructura interna
Para especificaciones más detalladas, no dude en contactarnos.
Estructura de soldadura de bancada
Sistema de lubricación de máquinas herramienta originales
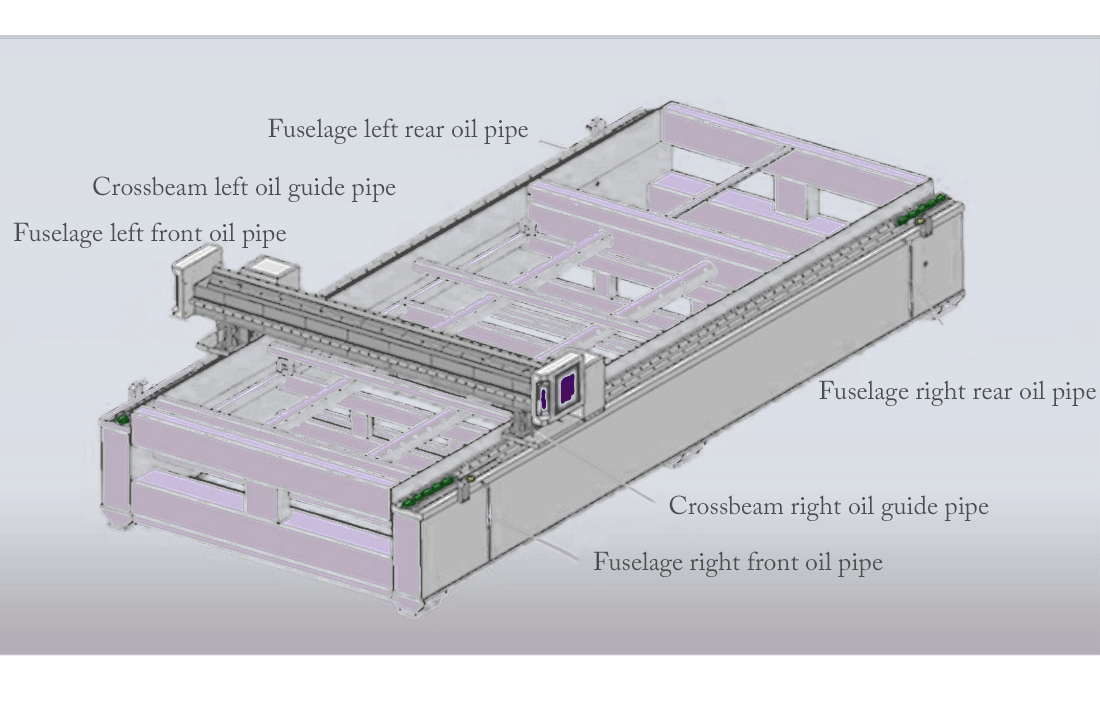
--La precisión de la máquina herramienta proviene de la cremallera y la guía lineal.
--Cremallera: Determina la precisión.
--Guía lineal: Determina la dirección.
Generalmente, la lubricación convencional de las máquinas herramienta se realiza cada 4 horas. Al no existir un sistema de bucle en el circuito de aceite, el aceite se desborda fácilmente y gotea sobre la placa, lo que afecta el efecto de corte. Sin embargo, nuestro sistema de bucle original y mejorado permite lubricar cada media hora, acortar el tiempo de lubricación, aumentar la frecuencia de lubricación, aumentar el número de lubricaciones de cremalleras y guías lineales, reducir el desgaste de cremalleras y guías, mejorar la precisión y prolongar la vida útil de la máquina herramienta.
Parámetros del producto
| 1. Parámetros del proceso de corte de acero inoxidable | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥6KW) | ||||||||
Potencia/velocidad del láser de corte (m/min (w) /Espesor del tablero (mn) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 |
| 1 | 20-22 | 45-50 | 60-70 | 40-45 | 45-50 | 47-55 | 50-55 | 54-58 | 60-65 |
| 2 | 6.5-7.0 | 13-15 | 22-27 | 20-25 | 30-35 | 34-39 | 39-42 | 41-46 | 44-49 |
| 3 | 2.5-3.0 | 5.0-6.0 | 8.0-10 | 11-13 | 17-20 | 21-25 | 23-29 | 30-33 | 32-37 |
| 4 | 1.2-1.4 | 3-3.5 | 6.0~70 | 6.5-7 | 13-15 | 18-21 | 19-23 | 22-26 | 24-28 |
| 6 | 0,9-1,2 | 2.1-2.6 | 2.5-3 | 6-6.5 | 7-8.5 | 10-12 | 16 | 16-18 | |
| 8 | 0,4-0,6 | 0,85-1,2 | 1.6-1.8 | 3.8-4.2 | 4.1-4.8 | 7-7.5 | 10 | 12-14 | |
| 10 | 0,2-0,5 | 0,6~0,8 | 0,8-0,9 | 1.6-2.1 | 2.8-3.2 | 5-5.8 | 6-7 | 7-9 | |
| 12 | 0,5-0,6 | 0,7-0,75 | 1.1-1.4 | 1.6-2.0 | 3.3-3.7 | 4-4.5 | 4.5-5 | ||
| 14 | 0,5-0,55 | 0,9-1,1 | 1.3-1.55 | 1.7-2.1 | 2.1-2.8 | 2.5-3.1 | |||
| 16 | 0,6-0,8 | 1.1-1.3 | 1.6-1.7 | 1.8-2.3 | 2-2.5 | ||||
| 18 | 0,5-0,65 | 0,7-0,82 | 1.1-1.25 | 1.2-1.4 | 1.65-1.8 | ||||
| 20 | 0,4-0,5 | 0.65-0,75 | 0,8-1,1 | 1.3-1.6 | 1.4-1.8 | ||||
| 25 | 0,4-0,5 | 0,45-0,5 | 0,55-0,65 | 0,6-0,7 | |||||
| 30 | 0,3-0,33 | 0,35-0,4 | 0,45-0,55 | 0,45-0,6 | |||||
| 35 | 0,22-0,25 | 0,3-0,45 | 0,3-0,4 | ||||||
| 40 | 0,25-0,34 | 0,2-0,35 | |||||||
| 45 | 0,16-0,23 | 0,16-025 | |||||||
| 50 | 0.12-02 | ||||||||
| Nota: Las fuentes verdes son datos de corte estables en la mayoría de las condiciones de producción; las fuentes azules son datos de corte que podrían lograrse en mejores condiciones de producción; las fuentes rojas son datos de corte extremos obtenidos en condiciones de laboratorio. | |||||||||
| 2. Parámetros del proceso de corte de acero al carbono | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥=6KW) | |||||||||
| Potencia/velocidad del láser de corte (m/min(w)) /Espesor del tablero (mm) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | |
| 1 | 22-25 | 42-47 | 48-55 | 42-45 | 45-48 | 46-52 | 49-55 | 50-58 | 55-60 | |
| 2 | 5-6 | 5-6 | 5-6 | 18-21 | 29-35 | 32-37 | 34-39 | 35-41 | 36-42 | |
| 3 | 2.8-3.0 | 4.0-4.5 | 3.5-4.3 | 4-4.5 | 4-5 | 4-5 | 4-5 | 4-5 | 26-31 | |
| 4 | 2.2-2.4 | 3.6-4.0 | 3.2-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 19-22 | |
| 6 | 1.3-1.6 | 2.2-2.7 | 2-2.5 | 2.4-2.7 | 2.8-3.3 | 2.8-3.1 | 2.8-3.2 | 2.8-3.3 | 14-17 | |
| 8 | 1.0-1.2 | 1.4-1.8 | 1.8-2.4 | 2-2.3 | 2.1-2.4 | 2.1-2.45 | 2.1-2.45 | 2.1-2.6 | 2.1-2.6 | |
| 10 | 0,8-1,0 | 1.1-1.5 | 1.4-1.8 | 1.8-2 | 2-2.2 | 2.0-2.3 | 2.1-2.5 | 2.1-2.5 | 2.1-2.6 | |
| 12 | 0,96-1,2 | 0.9-1.1 | 1.5-1.6 | 1.9-2.0 | 1.9-2.0 | 1.9-2.1 | 1.9-2.1 | 1.85-2.1 | ||
| 14 | 0,9-1,1 | 0,75-0,9 | 1.2-1.4 | 1.5-1.7 | 1.6-1.75 | 1,7-1,85 | 1.66-1.75 | 1.7-18 | ||
| 16 | 0,7-0,8 | 0,7-0,8 | 1-1.1 | 1,25-1,35 | 1.45-1.6 | 1.5-1.6 | 1,55-1,65 | 1.6-1.7 | ||
| 18 | 0,6-0,7 | 0,6-0,8 | 0,8-0,95 | 1.15-1.3 | 1.2-1.45 | 1.35-1.4 | 1.4-1.55 | 1.5-1.6 | ||
| 20 | 0,5-0,6 | 0,6-0,75 | 0,6-0,7 | 0,9-1,0 | 1.0-1.2 | 1.1-1.3 | 12-1.3- | 1.4-1.5 | ||
| 25 | 0,5-0,55 | 0,45-0,55 | 0,5-0,55 | 0,5-0,6 | 0,65-0,7 | 0,65-0,7 | 0,8-1,0 | |||
| 30 | 0,3-0,35 | 0,4-0,42 | 0,4-0,45 | 0,64-0,8 | ||||||
| 35 | 0,25-0.3 | 0,37-0,38 | 0,25-0,28 | 0.4 | ||||||
| 40 | 0,25-0,26 | 0,2-0,26 | 0.32 | |||||||
| 45 | 0,18-0,22 | 0,25 | ||||||||
| 50 | 0,15 | 0,18 | ||||||||
| Nota: 1) La fuente verde son los datos de corte estables en la mayoría de las condiciones de producción; la fuente azul son los datos de corte que se pueden lograr en mejores condiciones de producción; la fuente roja son los datos de corte límite alcanzados en condiciones de laboratorio. 2) Los datos subrayados son los datos de corte de nitrógeno. | ||||||||||
Fogonadura

Fotos de clientes

Certificado de Honor




Deje su dirección y requisitos de correo electrónico, nuestro equipo de ventas profesionales desarrollará la solución más adecuada para usted.





Derechos de autor
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Reservados todos los derechos
.
 RED SOPORTADA
RED SOPORTADA
 español
español English
English français
français Deutsch
Deutsch italiano
italiano русский
русский português
português 한국의
한국의 Türkçe
Türkçe العربية
العربية




