

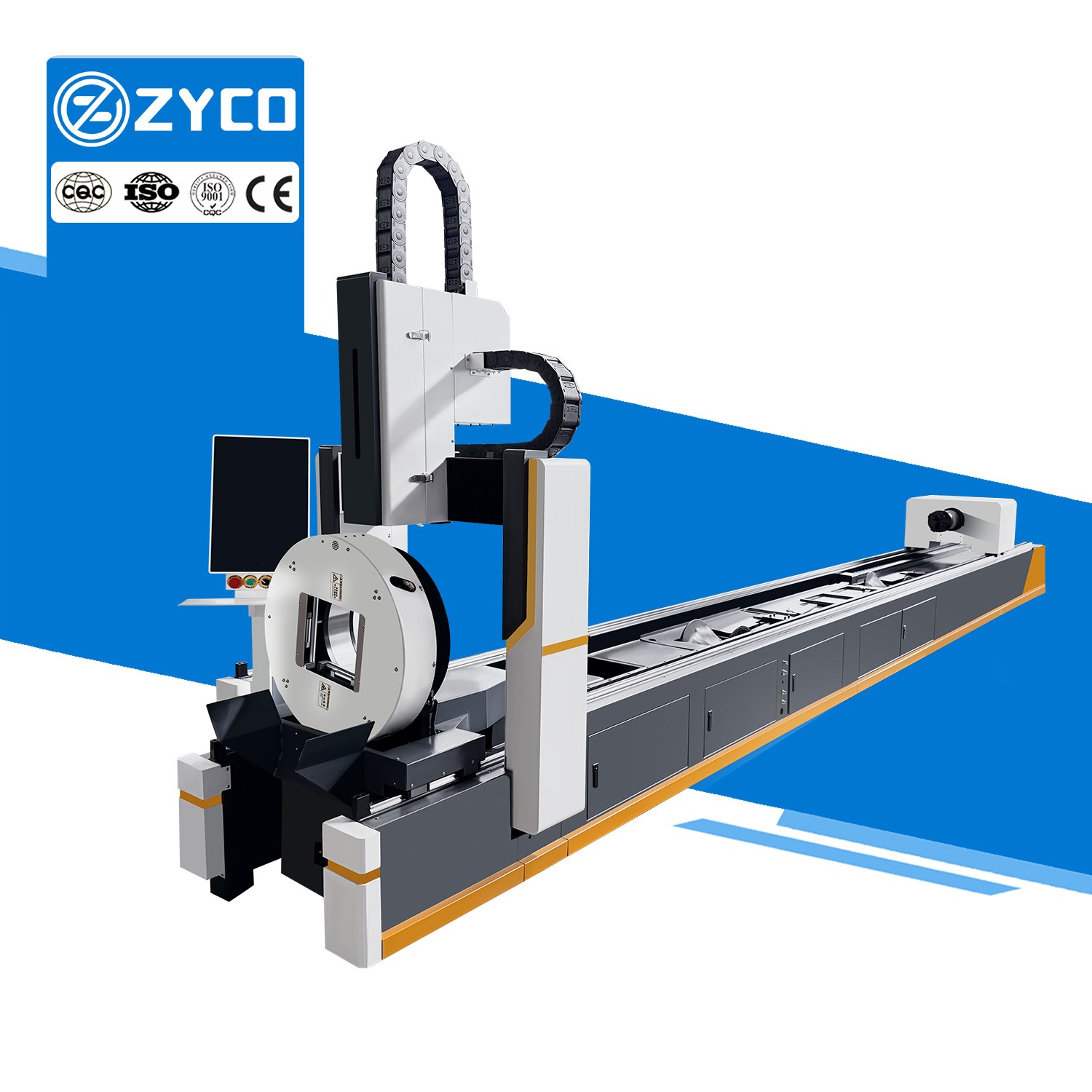
Máquina de corte láser de placa de metal CNC de chapa de acero inoxidable 1390 a buen precio




Esta máquina de corte por láser utiliza tecnología de control de aire inteligente y está equipada con componentes neumáticos de renombre internacional, lo que reduce significativamente Mejorar la eficiencia operativa y reducir los costos de mantenimientoLos componentes principales incluyen productos de primera calidad de producción nacional. Sistema Bochu y láser Chuangxin, asegurando Operación estable a largo plazo y calidad de procesamiento superior.
Orden (Moq) :
1Origen del producto :
Nanjing,Jiangsu,ChinaPeso :
3000kgTiempo de garantía :
2 yearsAutomatización :
AutomaticPuntos de venta clave :
High precision, high speed, save material, save laborZYCO
1. Este producto presenta un diseño compuesto de una estructura hueca y patrones internos de escamas de pescado, lo que mejora significativamente su seguridad contra incendios.
2. Todo el cuerpo se somete a un proceso de recocido de alta temperatura, combinado con chorro de arena de alta velocidad y tecnología de alivio de tensión para prevenir eficazmente la deformación estructural y garantizar que el dispositivo mantenga una excelente estabilidad dimensional incluso después de 20 años de uso a largo plazo.
3. Además, el dispositivo cuenta con un funcionamiento de alta velocidad, demostrando una respuesta dinámica excepcional y una rápida aceleración.





Visualización de la estructura interna
Para especificaciones más detalladas, no dude en contactarnos.
Estructura de soldadura de bancada
Sistema de lubricación de máquinas herramienta originales
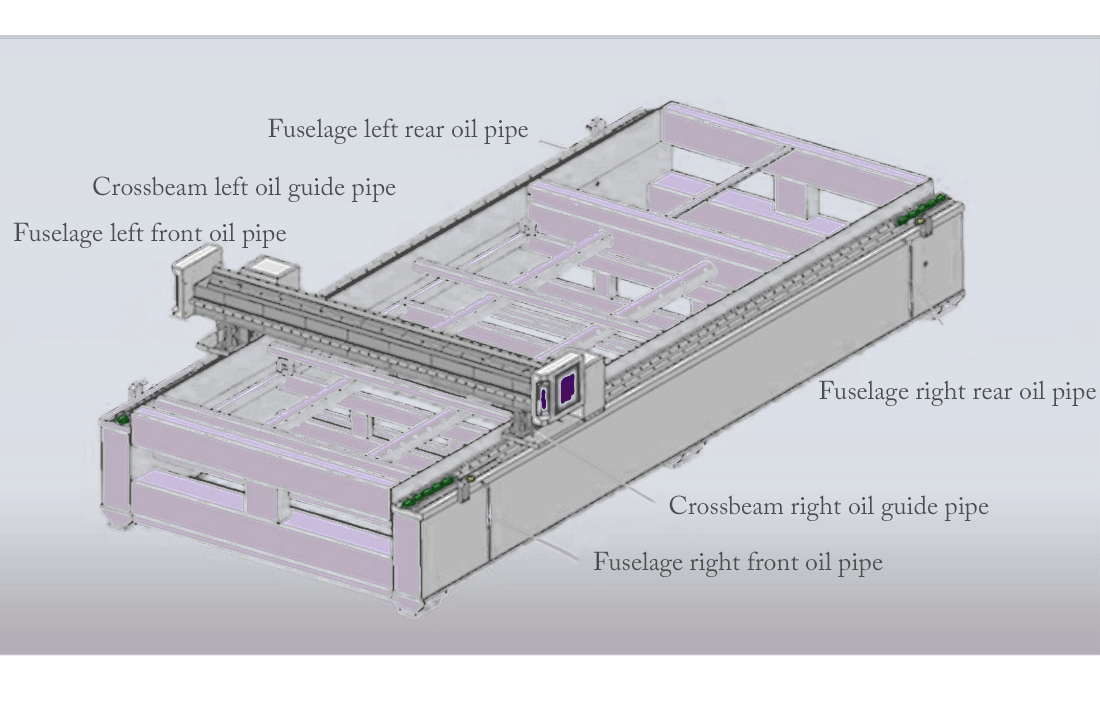
--La precisión de la máquina herramienta proviene de la cremallera y la guía lineal.
--Cremallera: Determina la precisión.
--Guía lineal: Determina la dirección.
Generalmente, la lubricación convencional de las máquinas herramienta se realiza cada 4 horas. Al no existir un sistema de bucle en el circuito de aceite, el aceite se desborda fácilmente y gotea sobre la placa, lo que afecta el efecto de corte. Sin embargo, nuestro sistema de bucle original y mejorado permite lubricar cada media hora, acortar el tiempo de lubricación, aumentar la frecuencia de lubricación, aumentar el número de lubricaciones de cremalleras y guías lineales, reducir el desgaste de cremalleras y guías, mejorar la precisión y prolongar la vida útil de la máquina herramienta.
Parámetros del producto
| 1. Parámetros del proceso de corte de acero inoxidable | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥6KW) | ||||||||
Potencia/velocidad del láser de corte (m/min (w) /Espesor del tablero (mn) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 |
| 1 | 20-22 | 45-50 | 60-70 | 40-45 | 45-50 | 47-55 | 50-55 | 54-58 | 60-65 |
| 2 | 6.5-7.0 | 13-15 | 22-27 | 20-25 | 30-35 | 34-39 | 39-42 | 41-46 | 44-49 |
| 3 | 2.5-3.0 | 5.0-6.0 | 8.0-10 | 11-13 | 17-20 | 21-25 | 23-29 | 30-33 | 32-37 |
| 4 | 1.2-1.4 | 3-3.5 | 6.0~70 | 6.5-7 | 13-15 | 18-21 | 19-23 | 22-26 | 24-28 |
| 6 | 0,9-1,2 | 2.1-2.6 | 2.5-3 | 6-6.5 | 7-8.5 | 10-12 | 16 | 16-18 | |
| 8 | 0,4-0,6 | 0,85-1,2 | 1.6-1.8 | 3.8-4.2 | 4.1-4.8 | 7-7.5 | 10 | 12-14 | |
| 10 | 0,2-0,5 | 0,6~0,8 | 0,8-0,9 | 1.6-2.1 | 2.8-3.2 | 5-5.8 | 6-7 | 7-9 | |
| 12 | 0,5-0,6 | 0,7-0,75 | 1.1-1.4 | 1.6-2.0 | 3.3-3.7 | 4-4.5 | 4.5-5 | ||
| 14 | 0,5-0,55 | 0,9-1,1 | 1.3-1.55 | 1.7-2.1 | 2.1-2.8 | 2.5-3.1 | |||
| 16 | 0,6-0,8 | 1.1-1.3 | 1.6-1.7 | 1.8-2.3 | 2-2.5 | ||||
| 18 | 0,5-0,65 | 0,7-0,82 | 1.1-1.25 | 1.2-1.4 | 1.65-1.8 | ||||
| 20 | 0,4-0,5 | 0.65-0,75 | 0,8-1,1 | 1.3-1.6 | 1.4-1.8 | ||||
| 25 | 0,4-0,5 | 0,45-0,5 | 0,55-0,65 | 0,6-0,7 | |||||
| 30 | 0,3-0,33 | 0,35-0,4 | 0,45-0,55 | 0,45-0,6 | |||||
| 35 | 0,22-0,25 | 0,3-0,45 | 0,3-0,4 | ||||||
| 40 | 0,25-0,34 | 0,2-0,35 | |||||||
| 45 | 0,16-0,23 | 0,16-025 | |||||||
| 50 | 0.12-02 | ||||||||
| Nota: Las fuentes verdes son datos de corte estables en la mayoría de las condiciones de producción; las fuentes azules son datos de corte que podrían lograrse en mejores condiciones de producción; las fuentes rojas son datos de corte extremos obtenidos en condiciones de laboratorio. | |||||||||
| 2. Parámetros del proceso de corte de acero al carbono | Longitud focal del colimador del cabezal de corte (mm): 100 (1 kW-/15 kW) Longitud focal de la lente de enfoque del cabezal de corte (mm): 125 (≤2KW); 150 (3KW, 4KW); 200 (≥=6KW) | |||||||||
| Potencia/velocidad del láser de corte (m/min(w)) /Espesor del tablero (mm) | 1000 | 2000 | 3000 | 4000 | 6000 | 8000 | 10000 | 12000 | 15000 | |
| 1 | 22-25 | 42-47 | 48-55 | 42-45 | 45-48 | 46-52 | 49-55 | 50-58 | 55-60 | |
| 2 | 5-6 | 5-6 | 5-6 | 18-21 | 29-35 | 32-37 | 34-39 | 35-41 | 36-42 | |
| 3 | 2.8-3.0 | 4.0-4.5 | 3.5-4.3 | 4-4.5 | 4-5 | 4-5 | 4-5 | 4-5 | 26-31 | |
| 4 | 2.2-2.4 | 3.6-4.0 | 3.2-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 3.5-4 | 19-22 | |
| 6 | 1.3-1.6 | 2.2-2.7 | 2-2.5 | 2.4-2.7 | 2.8-3.3 | 2.8-3.1 | 2.8-3.2 | 2.8-3.3 | 14-17 | |
| 8 | 1.0-1.2 | 1.4-1.8 | 1.8-2.4 | 2-2.3 | 2.1-2.4 | 2.1-2.45 | 2.1-2.45 | 2.1-2.6 | 2.1-2.6 | |
| 10 | 0,8-1,0 | 1.1-1.5 | 1.4-1.8 | 1.8-2 | 2-2.2 | 2.0-2.3 | 2.1-2.5 | 2.1-2.5 | 2.1-2.6 | |
| 12 | 0,96-1,2 | 0.9-1.1 | 1.5-1.6 | 1.9-2.0 | 1.9-2.0 | 1.9-2.1 | 1.9-2.1 | 1.85-2.1 | ||
| 14 | 0,9-1,1 | 0,75-0,9 | 1.2-1.4 | 1.5-1.7 | 1.6-1.75 | 1,7-1,85 | 1.66-1.75 | 1.7-18 | ||
| 16 | 0,7-0,8 | 0,7-0,8 | 1-1.1 | 1,25-1,35 | 1.45-1.6 | 1.5-1.6 | 1,55-1,65 | 1.6-1.7 | ||
| 18 | 0,6-0,7 | 0,6-0,8 | 0,8-0,95 | 1.15-1.3 | 1.2-1.45 | 1.35-1.4 | 1.4-1.55 | 1.5-1.6 | ||
| 20 | 0,5-0,6 | 0,6-0,75 | 0,6-0,7 | 0,9-1,0 | 1.0-1.2 | 1.1-1.3 | 12-1.3- | 1.4-1.5 | ||
| 25 | 0,5-0,55 | 0,45-0,55 | 0,5-0,55 | 0,5-0,6 | 0,65-0,7 | 0,65-0,7 | 0,8-1,0 | |||
| 30 | 0,3-0,35 | 0,4-0,42 | 0,4-0,45 | 0,64-0,8 | ||||||
| 35 | 0,25-0.3 | 0,37-0,38 | 0,25-0,28 | 0.4 | ||||||
| 40 | 0,25-0,26 | 0,2-0,26 | 0.32 | |||||||
| 45 | 0,18-0,22 | 0,25 | ||||||||
| 50 | 0,15 | 0,18 | ||||||||
| Nota: 1) La fuente verde son los datos de corte estables en la mayoría de las condiciones de producción; la fuente azul son los datos de corte que se pueden lograr en mejores condiciones de producción; la fuente roja son los datos de corte límite alcanzados en condiciones de laboratorio. 2) Los datos subrayados son los datos de corte de nitrógeno. | ||||||||||
Sobre nosotros

¿Por qué elegirnos?

Fogonadura

Fotos de clientes

Certificado de Honor




Deje su dirección y requisitos de correo electrónico, nuestro equipo de ventas profesionales desarrollará la solución más adecuada para usted.





Derechos de autor
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Reservados todos los derechos
.
 RED SOPORTADA
RED SOPORTADA
 español
español English
English français
français Deutsch
Deutsch italiano
italiano русский
русский português
português 한국의
한국의 Türkçe
Türkçe العربية
العربية




